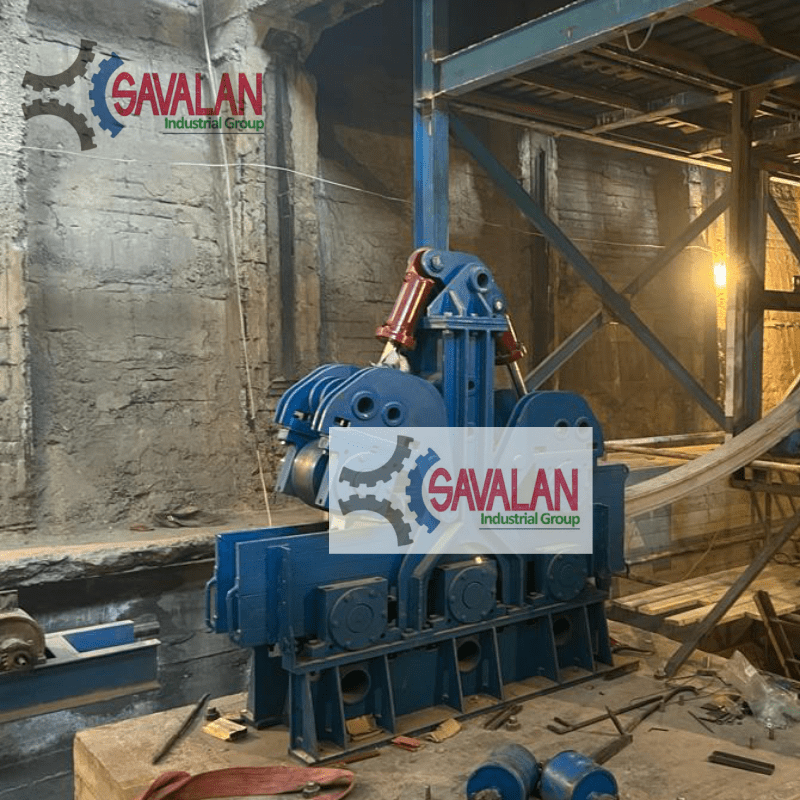
این سیستم کشنده ( کشاننده و صاف کننده ) ، میتواند یک سیستم مکانیکی یا الکترومغناطیسی باشد که با استفاده از نیروی کششی، شمش را از قالب خارج کرده و به طول مورد نیاز برش میزند.
به طور کلی، کشاننده و صاف کننده در خط ریخته گری مداوم، نقش مهمی در تولید شمش با کیفیت بالا و صافیت مناسب دارند .
در روش ریخته گری مداوم، فلز مذاب از پاتیل به داخل تاندیش (پاتیل میانی) و از تاندیش به داخل قالب باز در حال نوسان ریخته می شود .
در این فرآیند ، تاندیش فولاد مذاب کافی را برای ایجاد یک جریان پیوسته تا قالب و توزیع بین خطوط مختلف ، حتی در حین تعویض پاتیل ها که بصورت دوره ای و متناوب از فرآیند فولادسازی تامین و آورده می شوند ، نگه می دارد .
در قالب یا کریستالیزاتور، فولاد مذاب در مجاورت دیواره های قالب مسی بدون کف ( در ابتدای استارت جهت پوشش کف قالب و هدایت شمش در طول مسیر از تجهیزی به نام شمش بدلی استفاده می شود.) که به وسیله آب سرد می شود، منجمد شده و یک پوسته جامد را تشکیل می دهد.
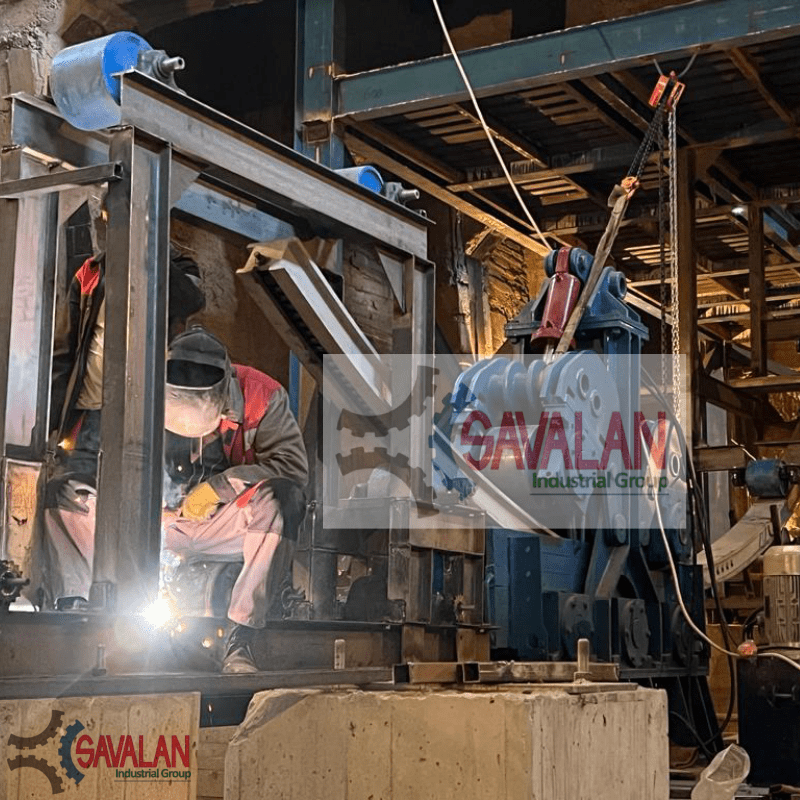
قالب بصورت عمودی توسط میز نوسان دهنده قالب نوسان می کند تا چسبندگی لایه به دیواره قالب برطرف شود. در ادامه شمش در یک طول قوس مشخص توسط غلتک های راهنما هدایت شده تا به ماشین کشاننده و صاف کننده برسد، همانگونه که از نام آن نیز مشخص است وظیفه کشاندن و صاف کردن شمش قوس دار را در حین سکوئنس بر عهده دارد .
شمش بعد از عبور از این ناحیه وارد ناحیه میز های انتقال شده و با رسیدن به ناحیه برش توسط ماشین های برش به طول مورد نظر برش داده و نهایتا وارد ناحیه تخیله شمش شده و به واحد کنترل کیفی جهت کنترل و بازرسی نهایی تحویل داده می شود.
زیر خروجی قالب، لایه نازک منجمد به عنوان ظرف عمل کرده و از مایع باقی مانده که بخش درونی لایه را ایجاد می کند، حفاظت می کند. پاشش آب یا آب و هوا سطح لایه را خنک می کند. نرخ سیلان پاشش برای کنترل دمای سطح لایه با حداقل گرم شدن دوباره تا جامد شدن کامل هسته مذاب تنظیم می شود